热塑性弹性体TPV、TPE原材料采购与技术咨询请拨打李工 1 8 9 6 2 2 2 7 2 1 0,您也可以添加我司热塑性弹性体TPV、TPE专家QQ号码 4 0 4 9 4 8 9 9 9进行线上咨询
摘要:挤出成型是指物料通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品的一种加工方法。文章以一种材料为例,详尽的介绍了在挤出过程中的加工工艺,分析了在加工过程所出现的各种问题及就此问题提出的解决方案。
挤出成型在现代加工中应用非常广泛,它的生产效率及成本降低取决于多方面,而生产工艺是关键。下面我们就TPV材料的成型进行分析,与同行共同进行探讨。
1 工艺要求及注意事项
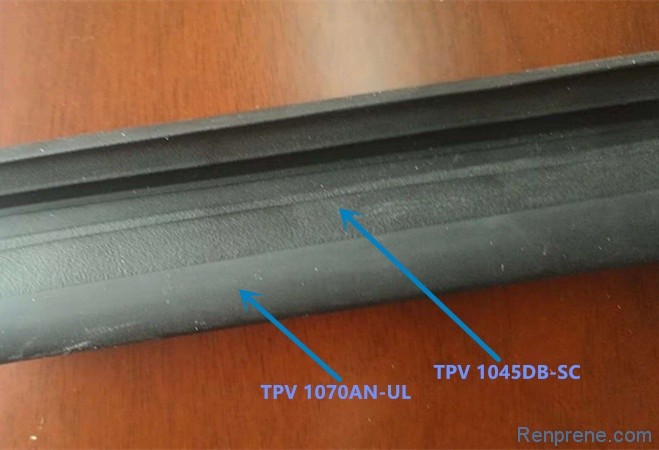
1.1 TPV基材料挤出工艺(如图中1070AB-UL)
1.1.1 基本工艺及干燥置装要求
温度设定:喂料段150-180℃塑化段179-190℃计量段180-210℃法栏180-200℃;烘干条件:11系列:80-100℃/3h以上,鼓风,潮湿气候真空除湿。611系列:60-70℃/1.5h,鼓风干燥即可。干燥方式为真空除湿或鼓风干燥,611系列可不需要真空干燥,11系列在华南地区必须有真空除湿。干燥能力为至少足够3h连续生产。温度能力为高温至少可达120℃。
韧小编注:11系列是酚醛树脂硫化的TPV,611系列是过氧化物硫化的TPV。
1.1.2 基本设备及参数
真空干燥箱或鼓风干燥器(若采用611系列,只需鼓风干燥箱),单螺杆挤出机,机头,口型,定型模,冷却水槽,喷码机,牵引机,裁切装置,投影机。
螺杆直径:≥65;长径比:≥28;压缩比:≥2.6;螺杆与机筒间隙:0.25-0.45;过滤网:60-120目。
1.1.3 机头口型要求
收缩比:横向:5%-15% 纵向:3%-5%;定型模:简易;结构设计及制作要求为慢速线切割并有足够入口和出口压力(进胶口较出胶口大,流道长度足够),各部位压力、流速均衡。尽量避免死角。足够光洁度并易拆装,存料易清理。
1.1.4 注意事项
TPV与PVC的设备不混用(两者工艺差别很大,且完全不相容),而且水分对TPV加工性能和产品外观影响很大,因此原材料需要烘干。挤出机头的口型收缩比横向5-15%,纵向3-5%,挤出牵伸比不超过1.1,开机之前,需要先将拆下口型,用新料将机筒及机头中的存料顶干清干净。试模调模挤出时,应同时挤出基材料与涂层料来确定尺寸,口型各个边的流速和背压要一致,保证供料充足。
1.2 TPV耐磨层(TPV滑材、TPV耐磨涂层)挤出工艺(如图中1045DB-SC)
1.2.1 基本工艺及口型流道要求
温度设定:喂料段180-190℃塑化段190-220℃计量段190-230℃法栏190-220℃;烘干条件:70-90℃/2h以上,鼓风,潮湿气候有真空除湿(烘干要求比基材料更高)。口型宽而浅、尽可能少拐弯、避免死角、各流道出料速率要尽量一致。
韧小编注:耐磨涂层一般相对比较耐塑化,并且挤出口模很窄,所以需要更高的挤出温度。
1.2.2 基本设备及参数
真空干燥箱或鼓风干燥器(华东华南地区真空干燥器),单螺杆挤出机。
螺杆直径:25-40;长径比:≥28;压缩比:≥2.6;螺杆与机筒间隙:0.15-0.3;过滤网:60-120目。
1.2.3 注意事项
杂质对耐磨层质量影响很大,防止耐磨层料及耐磨层挤出机污染,水分的影响在成型时更为突出,停机较长时间后重新挤出之前,存料的清理较基材料更为严格,耐磨层采用高温挤出,需要停机较长时间,设备应降温(190℃以下)。
2 挤出不良分析及解决方案:(基材不良和耐磨层不良)
2.1 TPV基材挤出不良
2.1.1 表面疙瘩、颗粒、麻点
状态一:均匀分布,疙瘩形状比较规整,类似从内部往外鼓出随时间延长不消失。
原因:长径比压缩比太低,背压也没有达到要求,螺杆与机筒的配合间隙太大这些问题造成螺杆塑化能力减弱,加之温度不高造成了塑化不良。
解决方案:提高温度,如果超过230℃仍存在就要了解设备的参数,增加过滤网的目数,如果还是不能解决就要更换螺杆,提高长径比和压缩比。
状态二:大量均匀分布、成团、成串或间断成串、较固定部位出现或间断个别的出现,并出现在挤出的起始阶段,形状不规则,类似嵌入状,并且随着时间的延长数量明显减少。
原因:刚开始挤出时,机筒、法栏或机头中的存料被逐渐带出。由于存料未充分塑化,因此会形成疙瘩。特别是当上一次挤出料的粘度高,而本次挤出料粘度低时,存料很长时间都带不完。有较长的加热盲区,特别是法栏区。
解决方案:开始生产前,设备加热到生产温度,拆下口型,用新料将设备中的存料顶出并清理干净,再装上口型开始生产。清理多孔板,更换无滤网。加热盲区配上加热器。
对顽固存料进行清理——熔点附近存料排空,并用新料顶存料、熔点附近高填充母料清机筒,再用新料清,若糊料太多,需要抽出螺杆清理,砂纸打磨掉糊料。
状态三:连续生产过程中间断成串或间断个别的疙瘩。也有类似嵌入状,出现在比较固定部位并随时间延长不减少、不消失。
原因:机头中存在死角,挤出过程中死角存料。设备过长加热并盲区过长。
解决方案:死角的消除方法是适当降低机筒温度和机头温度,优化机头或口型结构,解决加热盲区。
2.1.2 表面纹路或熔体破裂
常见不良状况分析:
原因:机筒或机头温度太低,或机头、口模存在过长加热盲区。
解决方案:升高机筒机头温度并尽量避免机头、口型加热盲区的存在。
2.1.3 挤出过程抖动,出现抖动纹
原因:小设备挤出大断面、机头结构不合理、造成口型入口背压低。机头结构突变造成不稳定流动。口型收缩比设计太大造成牵引比太大。供料不足(尤其进胶口大、出胶口小的状况)进胶口有存料或杂质堵住。
解决方案:降低温度,尤其是机头温度。避免小设备挤出大断面,设备造压应足够。若口型有存料或杂质,清理口型。减少口型的收缩比,降低牵伸比。优化机头、口型结构。
2.1.4 边缘、薄边、边角出料不完整
原因:边缘、薄边、尖角处本身出料阻力大供料不足。或者机头温度太低,料通过薄边、尖角的阻力更大,这些部位出料速率较主体部位慢,甚至不出料也会产生此类问题。并且机筒或机头温度太高造成TPV熔体延展性变差从而出料慢部位牵伸比大而破裂。
解决方案:这些部位进胶口加大供料,较主体更充足。适当提高温度保证挤出顺畅。口型流道抛光降低出料阻力。保证塑化充分的前提下适当降低温度。