从人类文明史而谈,铸铁底板铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。在现代生产中铸铁底板铸造仍然占有重要的地位,铸造产业的发展对于推动经济发展,促进相关产业进步具有无可替代的作用。 随着铸铁底板的应用范围越来越广泛,从作业于装配、焊接行业,再到划线铆焊业内大量需求,进而试验调试作业时铸铁底板更有其无法取代的优势,其被选购者一再斟酌对比下,决定铸铁底板精度的素更高热度地被采购商搜索。要有经准的平面度,那么要想有完好的平面度必须具备一以下几个条件:
随着铸铁底板的应用范围越来越广泛,从作业于装配、焊接行业,再到划线铆焊业内大量需求,进而试验调试作业时铸铁底板更有其无法取代的优势,其被选购者一再斟酌对比下,决定铸铁底板精度的素更高热度地被采购商搜索。要有经准的平面度,那么要想有完好的平面度必须具备一以下几个条件:
首先,分别对铸铁底板的厚度、材质、时效处理、铸造工艺进行如下要求:
对铸铁底板的厚度要求:主要包括铸铁底板上工作面厚度,侧围厚度和高度,以及底面筋板的厚度、高度和密度。
对铸铁底板的材质要求:高强度铸铁HT200-350,硬度:HB170-240。
对铸铁底板的时效处理要求,即人工退火:在回火窑经过600-700度高温退火时效处理。
进而用人工退火取代自然时效:按国标应该是2-3年自然时效,由于此工序时间太长,企业受周转影响已不可能等待那么长时间,多以激振器通过振动时效代替。虽然这种工艺的效果尚未明确,但在国际上已普遍使用。
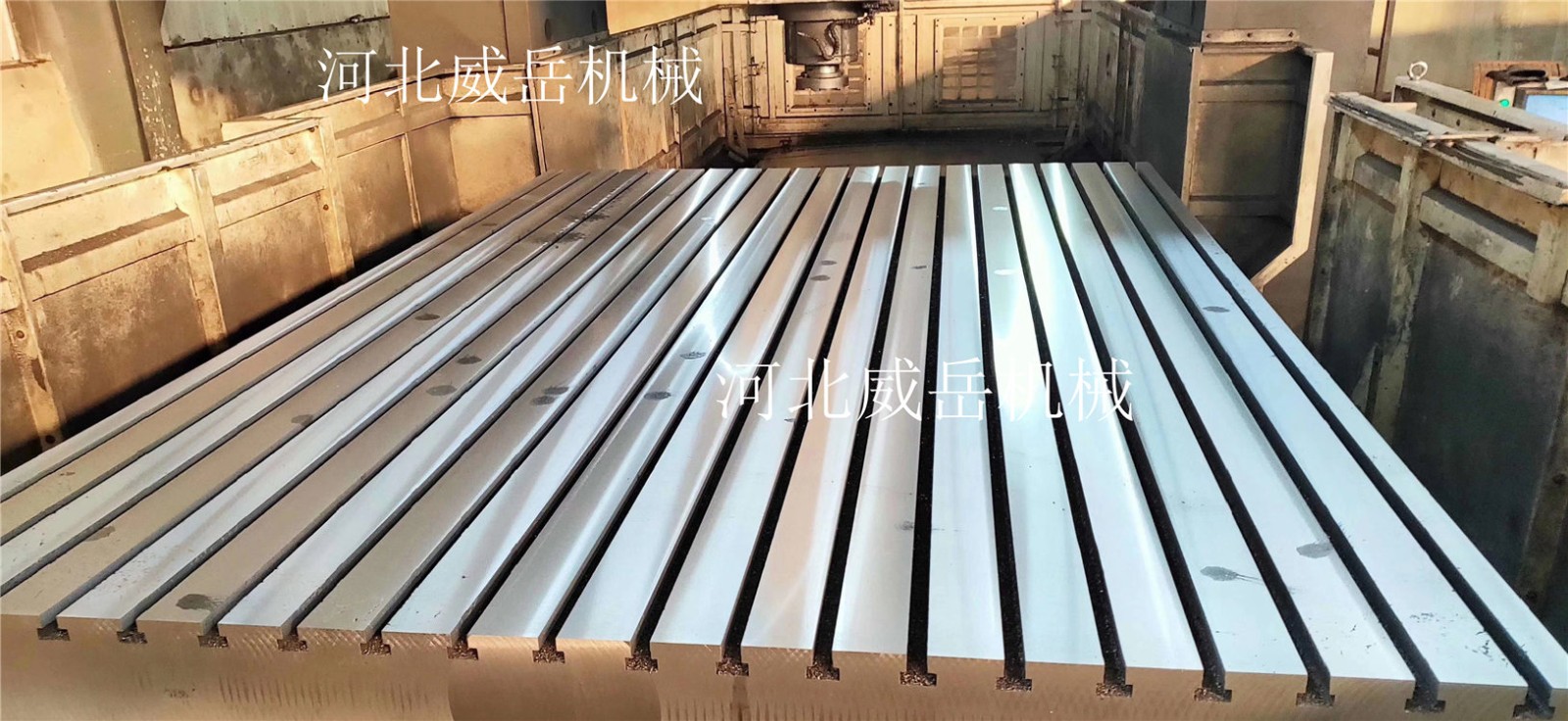
另外对铸铁底板铸造工艺的要求,其中铲刮工艺对铸铁底板的精度保障起到决定作用:人工铲刮在铸铁平台加工过程中是重要的工艺,它决定了铸铁平台的平面度误差大小,以及工作面的可接触点数。0级板平台在每边为25㎜平方的范围内不少于25点;1级平台在每边为25㎜平方的范围内不少于20点;2级平板平台在每边为25㎜平方的范围内不少于16点;3级平板平台在每边为25㎜平方的范围内不少于12点。铲刮完成后平台四个边棱倒钝。
还有就是对铸铁底板工作面的要求,关于气孔:0级与1级铸铁底板不允许有气孔与砂眼,2级和3级可以用与铸铁底板同材质固体填充气孔注意:填充物的的硬度一定要低于铸铁底板本身的硬度。
细节决议成败,立场决议统统,只要建立的品德认识,在品德上千锤百炼,勤学不辍执着寻求,才能把品德做好,才能把品德提升到一个新的高度,才能走的更高、更远
铸铁底板的生产制作品德是临盆进去的,不是查验进去,只要在临盆进程当中的每个关键,严厉依照临盆工艺和功课指导书请求停止,才能包管产物的品德。
很通俗地为您讲解就是,铸铁底板的质量并不是完全决定于其生产的严格指标把控,因为威岳机械/的铸铁底板出厂检验环节起到无可取代的重要作用。两者是相辅相成的,是不可置换的,但是从根本出发的铸铁底板的生产浇铸加工环节是流程的必须所在,查验是把关验收的指标。双管齐下,协同生产只为确保威岳机械每件铸铁底板的品质优越。