注射成型的基本要求是塑化、注射和成型。塑化是实现和保证成型制品质量的前提,而为满足成型的要求,注射必须保证有足够的压力和速度。同时,由于注射压力很高,相应地在模腔中产生很高的压力(模腔内的平均压力一般在20~45MPa之间),因此必须有足够大的合模力。由此可见,注射装置和合模装置是注塑机的关键部件。
对塑料制品的评价主要有三个方面,是外观质量,包括完整性、颜色、光泽等;第二是尺寸和相对位置间的准确性;第三是与用途相应的物理性能、化学性能、电性能等。这些质量要求又根据制品使用场合的不同,要求的尺度也不同。制品的缺陷主要在于模具的设计、制造精度和磨损程度等方面。但事实上,塑料加工厂的技术人员往往苦于面对用工艺手段来弥补模具缺陷带来的问题而成效不大的困难局面。
注塑机的节能上可分为两个部分:一个是动力部分,一个是加热部分。
动力部分节能:大多采用变频器,节能方式是通过节约电机的余耗能,例如电机的实际功率是50Hz,而你在生产中实际上只需要30Hz就足够生产了,那些多余的能耗就白白浪费了,变频器就是改变电机的功率输出达到节能的效果。
加热部分节能:加热部分节能大多是采用电磁加热器节能,节能率约是老式电阻圈的30%-70%。
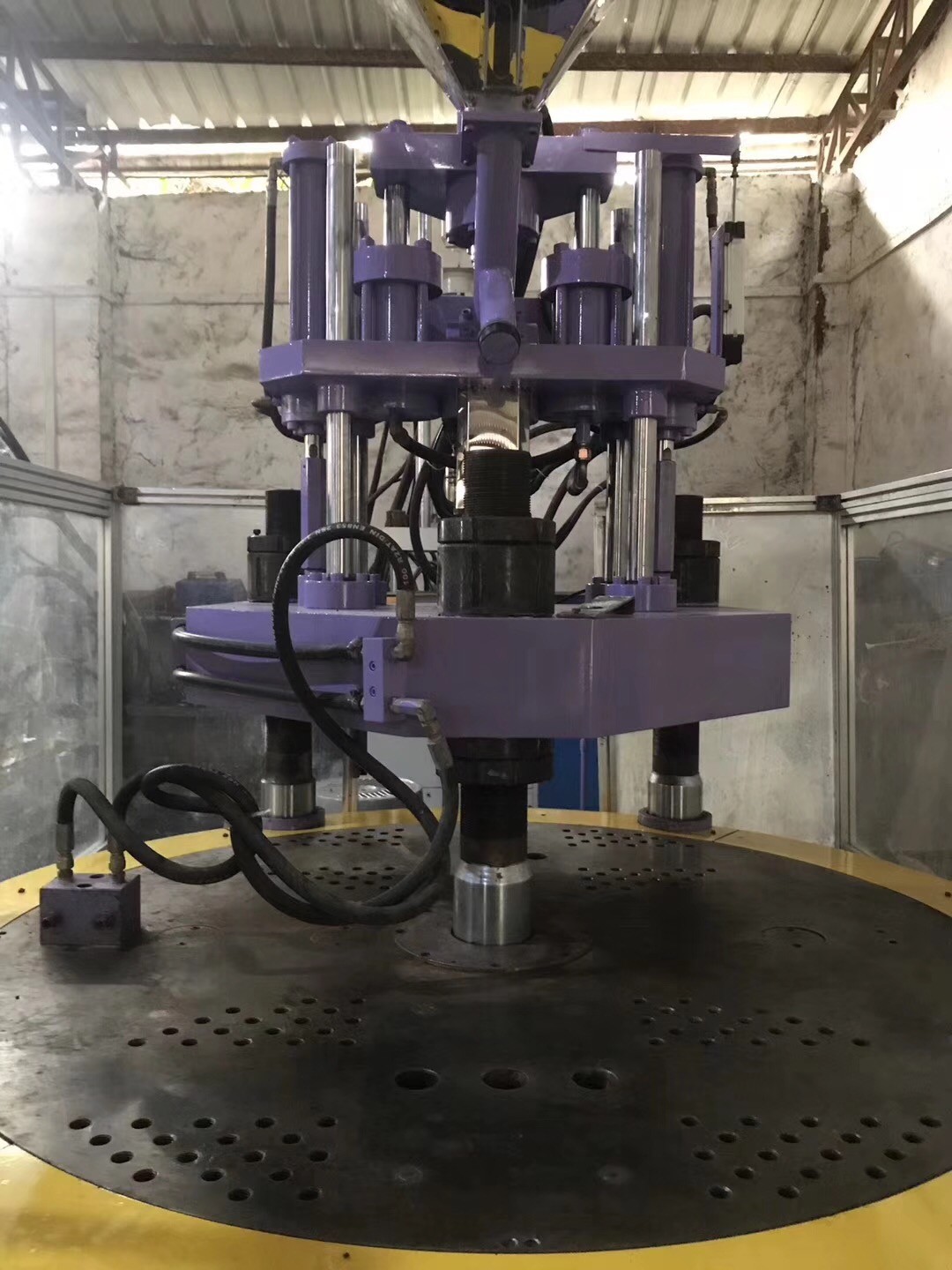
立式注塑机
注射装置和锁模装置処于同一垂直中心线上,且模具是沿上下方向开闭。其占地面积只有卧式机的约一半,因此,换算成占地面积生产性约有二倍左右。
容易实现嵌件成型。因为模具表面朝上,嵌件放入定位容易。采用下模板固定、上模板可动的机种,拉带输送装置与机械手相组合的话,可容易地实现全自动嵌件成型。